Generic coker kinetics and simulation model
The coking chemical reaction has been studied for many years by the refining industry and the kinetics are fairly well understood. A simplified coker cracking mechanism consists of cracking and polymerisation reactions, as shown in Figure 1.
The thermal cracking reactions form lighter liquid products than the feedstock and solid coke. The formation mechanism of the lighter products is by rejection of hydrogen from the larger feed molecules, producing a hydrogen deficient reactant: coke.
To demonstrate the mechanism, a delayed coker was chosen as the process to evaluate. However, the same evaluation can be used for any thermal cracking processes; for example, Visbreaking, fluidised cokers or Flexicokers. KBC has developed a simulation for a delayed coker. The delayed coker model provides a fundamental kinetic representation of the delayed coker operation, and the input page is shown in Figure 2.
The following discussion used a simplified version of the simulation model thermal cracking kinetics to explore the reaction yield effect for a single feedstock, to allow comparison to the hydrocracker yields and products.
Generic residua hydrocracker kinetics and simulation model
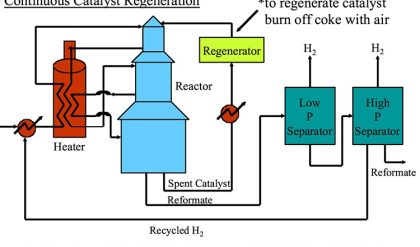
The simple hydrocracker kinetics have also undergone extensive investigation and are believed to be fairly well understood. The studies of the hydrocracker kinetics are complicated by the ability to vary the operating temperature, pressure, reaction time and catalyst type. Residua hydrocracking is typically at high pressure, temperature and reaction times. Catalyst types are limited to Co/Mo or Ni/Mo with a selection of pore distribution to control sedimentation or hetro atom removal. Ebullated-bed or moving-bed reactors can maintain the hetro atom removal by catalyst addition, and stability of the product is improved by catalyst activity.4 A simple representation of the hydrocracking kinetics is shown in Figure 3.
The comparison to coker conversion was made using an ebullated-bed reactor. The same comparison can be made using moving-bed or fixed-bed residua hydrocrackers, with considerations for conversion limited due to product stability or catalyst life, as discussed below. KBC has developed a simulation for a residua hydrocracker. The residual hydrocracker model utilises fundamental reaction and reactor kinetics to predict residua hydrocracker performance. The input page is shown in Figure 4.
The following discussion used a simplified version of the simulation model kinetics to explore the reaction yield effect for the same feedstock as used for the delayed coker unit yield projection.
Conversion
Coking and hydrocracking kinetic models use a thermal cracking mechanism to simulate conversion of residua to lighter products. The individual coking and hydrocracking thermal cracking kinetics were developed independently using data from each process. No comparison or usage of one mechanism by the other was conducted until this study, which has demonstrated the two are nearly identical and was confirmed by recent pilot unit testing.1,2 Catalytic cracking activity of the residua does not appear to occur in the hydrocracking. Our kinetic studies and the recent pilot data indicate that the thermal conversion with or without catalyst is within the experimental error once adjustments are made for residence time effects. The extent of the conversion is controlled by either the lack of hydrogen (coking) or hydrogen addition (hydrocracking). Hydrocracking appears to allow hydrogen to fill the split chain, which short circuits the polymerization or condensation reactions, preventing the reaction from going to completion and forming coke. The hydrogen addition process has a product slate higher in hydrogen content than the feed and that is all liquid, with only a small amount of sediment formation. Hydrogen addition results in a lower product liquid density, which realises a higher than 100% volume liquid yield. Coking allows polymerisation or condensation to continue to completion, forming coke and increasing the product liquid hydrogen content by removing carbon, which is referred to as carbon rejection. The removal of the coke results in a volume liquid yield less than about 75%.
While catalyst cracking activity does not appear to contribute to conversion, without catalyst conversion is limited to a relatively low level due to the lack of hydrogen replacement catalytic activity. The conversion of VR without catalyst is limited to about 25–30 w% 1000F+ conversions. At higher conversion, the unconverted reaction products in the same boiling range as the feed are unstable, causing sedimentation downstream of the reactors and resulting in equipment plugging. The unconverted reaction products’ instability appears to be a function of the reduction in the size of the feed asphaltenes and the removal of the asphlatene solubilising resin Fraction.
My WordPress Blog


Comments are closed.